ステンレス 曲げ
板曲げ専門店 はじめ工房のステンレス曲げ事例です。
ステンレス HL t-1.5mm スロープ部曲げ
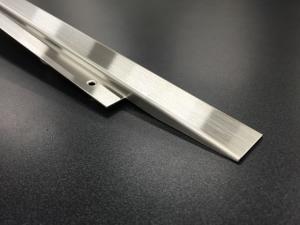
ステンレス HL材 t-1.5mmの上り框の曲げさせて頂きました。
スロープ部分の曲げ物なのでバチに曲げてほしいとのご要望でした。
高さが90mmから0にしたいとのことでしたが、板厚が1.5mmありますので、今回は3.0mm程度になるように製作させて頂きました。
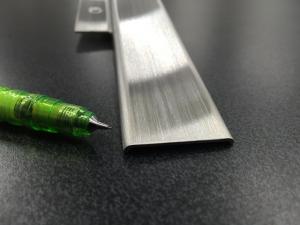
端部の拡大写真です。
ベンダーでは曲げの高さが3.0mmなどは曲げることが出来ませんので、一度大きく曲げてからカットをしてこの形状にしてあります。
注(特殊な専用金型を製作すれば可能ですが汎用性はありません)

もちろん後工程でカットしやすい工夫を施して曲げてあります。
製作本数 1本
大阪の板曲げ専門店
はじめ工房
ステンレスHL材 t-1.5ミリ 箱曲げ

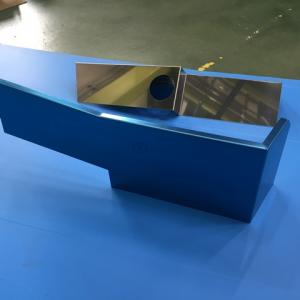
ステンレス HL材 t-1.5mmにて箱曲げをさせて頂きました。
病院のトイレに付く特注のトイレットペーパーボックスになります。
内側が化粧面になりますので、なるべく立上りの隙間をなくして曲げを行い、正面の見付け部分だけを溶接して仕上げるようにします。

曲げ完成時の立上りの拡大写真です。
隙間がほとんどありません。
隙間がほとんどありません。

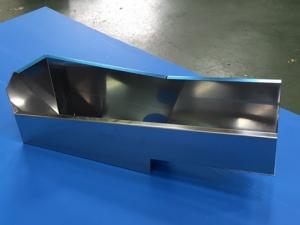
裏側の写真になります。
お客様にご了解を頂いて、立上り部と底面のコーナー(青〇印)に捨て穴Φ2.4を開けて曲げ加工を行っております。
この穴をあけることによって隙間が少なくなるように曲げを行うことが可能です。
内部から注意して確認するとコーナー部に小さい穴が確認できますが、今回の使用用途では問題になりません。
同じ箱曲げを行うにしても用途などをお伺いすることで色々ご提案できる場合もあります。
製作曲げ数 8個
大阪の板曲げ専門店
はじめ工房
ステンレス2B材 t-1.5ミリ 箱曲げ

ステンレス2B材の床ハッチの補修用の箱曲げさせて頂きました。
重量が掛っても大丈夫なように内部にハット型を入れたいとのご要望でした。
しかし、箱曲げの内々丁度の補強をお考えでしたが、品物が大きければ斜めにして入れることも可能ですが、今回は小さくて箱曲げ完了後にはハットの補強部材は入りませんでした。
そこで…

先にハット型を曲げて(取手の切欠きなども切り欠いて)箱曲げの準備をします。
箱曲げの三方を曲げて内部にハット曲げを入れます。
この時、ハットの方向はしっかり確認が必要です。
(一度反対に入れてすべて再製作した経験があります。(笑))
そして残った一方を曲げて行きます。

ハット型を金型に影響がない場所に動かして曲げます。
この時サイズによっては金型が外れない場合が発生するので、サイズによってはこの方法が取れない場合があります。

曲げ完了です。
通常は箱のカエリの内々で製作して溶接で固定しますが、この方法だと溶接量が少なくすみ(位置の固定のみ)加工時間の削減に繋がります。
尚且つ強度は溶接ではなく板で重量を持たせることになるので、頑丈になります。
尚且つ強度は溶接ではなく板で重量を持たせることになるので、頑丈になります。
製作数量 1台
大阪の板曲げ専門店
はじめ工房
ステンレス 軒樋曲げ加工

ステンレス 443J1 t1.5ミリで変形した軒樋の曲げをさせて頂きました。
なるべく曲げを行える範囲を多く曲げて溶接個所は少なく角で行うように展開していきます。
反対側の部品になります。
2枚を組み合わせて軒樋の端部に会所があるような形状になります。

別角度からの写真です。(溶接前に組合わせた写真です)
今回は磁性のあるステンレス443J1材にて軒樋を曲げさせて頂きました。
製作カ所 左右各1カ所
大阪の板曲げ専門店
はじめ工房