スチール曲げ
ボンデ鋼鈑 t=3.2 箱曲げ架台

ボンデ鋼鈑 t-3.2ミリの箱曲げになります。
箱曲げですがほとんどの部分を切り飛ばしての箱曲げになっています。
今回の箱曲げは既製のアングル3*30*30ミリで架台を製作する
代わりに、ボンデ鋼板t-3.2の板から箱形状に曲げて架台を
製作しています。

既成のアングルで架台を製作する場合、アングル材をトメにカットして
鋼材に穴開け作業を施し、天板部分を四角に組み立て脚になる部分を
溶接にて固定する形になります。
この組立方法の場合、サイズが大きくても小さくても製作にかかる
作業時間はほとんど変わりません。
逆に小さすぎると余計に時間が掛かる場合があります。
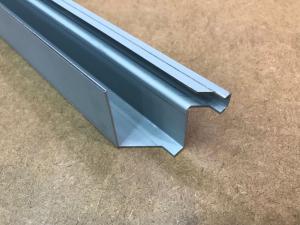
今回のように箱曲げにすると溶接作業は右記写真、側面部分の斜めの
スジが入っている部分のみになります。

材料としての価格は箱曲げのほうが高価になりますが、職人さんが
手作業で組立てる費用を考えると、箱曲げに曲げて組立てる方法が
安価になります。
今回箱曲げのサイズは天板部分が200*740ミリ、高さが116ミリで、
断面は30*30のL曲げになっています。
規格のアングルと比べるとL曲げの隅部分の厚みが薄いので
強度としては少し劣りますが、使用する用途やサイズに応じて
このように箱曲げで製作するほうが良い場合もあります。
曲げていますので曲げRが外側で6~7ミリ程度ついておりますので
既成のアングルに比べて角が丸くなっています。
(用途によってはメリット・デメリットになります)
ボンデ鋼板t3.2箱曲げ架台 製作数 5台
大阪の板曲げ専門店
はじめ工房
タップ加工はじめました
タレット式パンチプレス機による転造タップ加工をはじめました。

今現在は(平成31年5月)M4サイズのみですがタレパンによる
タップ加工をはじめました。
今までも手加工による切削タップ加工はさせて頂いておりましたが、
写真はタレパンによる転造タップ加工になります。
タレパンによる転造タップ加工は数があると手作業のタップ加工に
比べて安価になりますし、機械加工なのでタップ忘れなどの
メリットがあります。
それに建築関係の大きなパネルの場合ボール盤などに載りませんので、
作業者がタッパーを持ち歩いてタップを取っていかないといけませんので、
曲げる為の切欠きを行う工程でタップ加工が終了するメリットは大きいです。

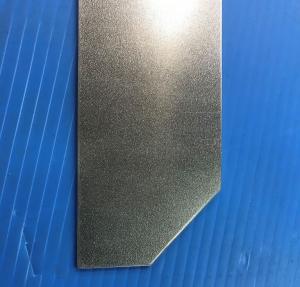
写真はt-1.6ミリの板にタップ加工を施した板になります。
はじめ工房では建築関係が多いのでバーリングにタップ加工は
対応出来ておりません。
t-1.6ミリにM4タップですとネジのピッチが0.7ミリですのでふた山
しかネジが切れませんが、ネジは止まります。

タップ穴を拡大した写真になります。
M4タップのですので直径が4ミリ程度です。
転造タップですのでどうしてもタップ加工を行った周辺が盛り上がっています。
ビスを固定するには問題ありませんが、タレパン加工時にこの穴周辺に
外径抜きなどの金型を使用すると、この盛り上りを寝かしてしまい
ネジを締めるときに少し硬くなってしまいます。
その他にもタップ加工後すぐ近くを曲げるとネジ山が変形してしまい
ネジが入らなくなることもあります。(これは穴のみでも同様ですが)
サンプル作成も承りますので、ご気楽にご相談ください。
大阪の板曲げ専門店
はじめ工房
ボンデ鋼板 SECC t-1.6 箱曲げ

ボンデ鋼鈑 t-1.6ミリ複雑な形状の箱曲げになります。
今回の箱曲げは当社の中では小さい部類に入るサイズです。
長さが625ミリ・幅が305ミリ程度の箱曲げになります。

側面の板を切欠き長手方向も不要な部分の板厚のみをカットして
ピッタリ隙間がないように曲げております。

表面の側からの拡大写真になっております。
底面にφ2.4の捨て穴を開けて曲げています。

反対側の内側の写真になります。
耳部分は他の部材が溶接で付くのでトメ加工(45度に)してあり、
写真右側の折り返しの部分は下から上に向かって15~10ミリに変化
していく形状になっています。
変化曲げの為、寸法確保のための当たり(突起)が出ております。
この突起の除去は当社ではお客様にお願いしております。
(邪魔にならない・見えない場合などはそのまま残されることも
あります。)

表側の穴部分の写真ですが、小さい方の穴はM4の転造タップ加工を
タレパンにて行った後に箱曲げを行っております。
現在はM4のサイズのみですが、はじめ工房ではタップ加工を施した
曲げ物も提供いたしております。
タップ加工に関しては曲げからの場所や板厚・鋼種によって色々な
条件がありますのでご相談ください。
製作数 3枚
大阪の板曲げ専門店
はじめ工房
ボンデ鋼鈑SECC t-1.6 レール曲げ

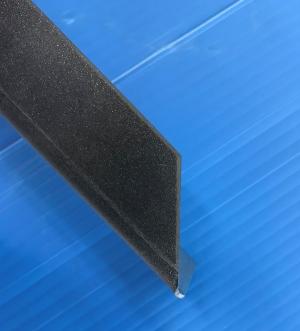
ボンデ鋼鈑 t-1.6ミリのレール曲げになります。
曲げ回数が5回以上の直線曲げをはじめ工房ではレール曲げと呼んで
います。
今回のボンデ鋼板レール曲げは外寸法で、左側から52ミリ 底が31ミリ
立上りが40ミリ コの字部分が15.3ミリ 12ミリ 12ミリです。
最後のコの字部分にゴムが入る製品になる曲げ物です。
この曲げ物を4本集めて1つの枠になる為、両側を切り欠いています。
はじめ工房ではこの切欠き(45度にカット)をトメ加工と呼んで
います。

コの曲げ物を上側から見た写真になります。
はじめ工房では45度カット(トメ加工)のご注文の場合上記にてお渡しになります。
45度に切れているところと、所々飛び出している所がありますが、
この部分は組立時に擦り合わせて頂くことになります。
はじめ工房のお客様のほとんどが擦り合わせて組立てる方法を取られています。
30ミリ*30ミリのアングル曲げ切欠き完了時の写真です。
30*30ミリ45度の切欠きを曲げる前に施して曲げます。
そうすると右記のような形状で曲がりますが、トメの先が曲げ加工によって変形しています。
この変形をどのように考えるかによって、切り欠き方を変えています。
下地などの溶接組立等しなくてもいい場所ではこのような曲げ物を使用
することもあります。
お客様のご希望や後工程、材質などを考慮して切欠き曲げを行わして
頂いています。
特にステンレスの曲げ物のトメ加工に関しては特に考慮が必要な場合が
あります。
ボンデトメ加工 曲げ物 製作数 8本
大阪の板曲げ専門店
はじめ工房