曲げ資料集
ステンレス箱曲げの隙間

ステンレス t=1.5㎜ ヘアーライン HLの箱曲げです。
写真は曲げ加工が終了した時点での箱曲げの一隅です。
板材を切断して箱の形状に曲げると、箱曲げの高さが高ければ高いほどどうしても上記の写真のように隙間が出来ます。
写真はステンHLですがスチールやアルミにしても同様のことが起こります。
高さが15~20ミリぐらいだと目立たないのですが写真は
50ミリです。
そこで大体溶接して仕上げます。

仕上終了の写真です。溶接後HL目を再度研磨しています。
しかし、場所や用途によっては、そのまま使用されることも
よくあります。
そのほうがコスト的には、安価に製作できます。
アルミ 鋭角曲げ

当社では毎日のように曲げている素材ですが、今回は曲げの
角度の写真です。
山みたいになっております。
さて角度は何度でしょう???

ヒントの写真
答えはアルミの鋭角曲げ-角度は45度です。
当社で加工できる範囲の最小の鋭角曲げです。
アルミですからあまり強度などが掛る物には、適していないと思いますが
外壁パネルなどの使用には問題ありません。
タップ加工
タレット式パンチプレス機による転造タップ加工をはじめました!

スチールの板厚t-1.2~3.2ミリまでの板厚で、今現在は(平成31年
5月)M4サイズのみですがタレパンによるタップ加工をはじめました。
今までも手加工による切削タップ加工はさせて頂いておりましたが、
写真はタレパンによる転造タップ加工になります。
タレパンによる転造タップ加工は数があると手作業のタップ加工に
比べて安価になりますし、機械加工なのでタップ忘れなどのメリットが
あります。
それに建築関係の大きなパネルの場合ボール盤などに載りませんので、
作業者がタッパーを持ち歩いてタップを取っていかないといけませんので、
曲げる為の切欠きを行う工程でタップ加工が終了するメリットは大きいです。

写真はt-1.6ミリの板にタップ加工を施した板になります。
はじめ工房では建築関係が多いのでバーリングにタップ加工は対応出来ておりません。
t-1.6ミリにM4タップですとネジのピッチが0.7ミリですのでふた山しかネジが切れませんが、ネジは止まります。
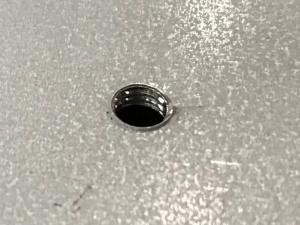
タップ穴を拡大した写真になります。
M4タップのですので直径が4ミリ程度です。
転造タップですのでどうしてもタップ加工を行った周辺が盛り上がっています。
ビスを固定するには問題ありませんが、タレパン加工時にこの穴周辺に
外径抜きなどの金型を使用すると、この盛り上りを寝かしてしまい
ネジを締めるときに少し硬くなってしまいます。
その外にもタップ加工後すぐ近くを曲げると、ネジ山が変形してしまい
ネジが入らなくなることもあります。(これは穴だけでも同様ですが)
サンプル作成も承りますので、ご気楽にご相談ください。
大阪の板曲げ専門店
はじめ工房
ボンデ鋼鈑SECC t-1.6 レール曲げ

ボンデ鋼鈑 t-1.6ミリのレール曲げになります。
曲げ回数が5回以上の直線曲げをはじめ工房ではレール曲げと呼んで
います。
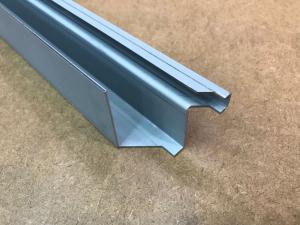
今回のボンデ鋼板レール曲げは外寸法で、左側から52ミリ 底が31ミリ
立上りが40ミリ コの字部分が15.3ミリ 12ミリ 12ミリです。
最後のコの字部分にゴムが入る製品になる曲げ物です。
この曲げ物を4本集めて1つの枠になる為、両側を切り欠いています。
はじめ工房ではこの切欠き(45度にカット)をトメ加工と呼んで
います。

コの曲げ物を上側から見た写真になります。
はじめ工房では45度カット(トメ加工)のご注文の場合上記にてお渡しになります。
45度に切れているところと、所々飛び出している所がありますが、
この部分は組立時に擦り合わせて頂くことになります。
はじめ工房のお客様のほとんどが擦り合わせて組立てる方法を取られています。

30ミリ*30ミリのアングル曲げ切欠き完了時の写真です。
30*30ミリ45度の切欠きを曲げる前に施して曲げます。
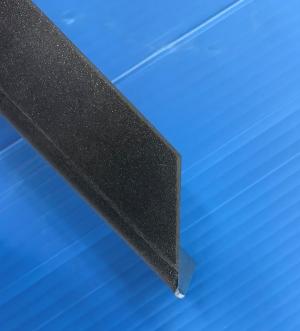
そうすると右記のような形状で曲がりますが、トメの先が
曲げ加工によって変形しています。
この変形をどのように考えるかによって、切り欠き方を変えています。
下地などの溶接組立などしなくてもいい場所ではこのような曲げ物を
使用することもあります。
お客様のご希望や後工程、材質などを考慮して切欠き曲げを行わして
頂いています。
特にステンレスの曲げ物のトメ加工に関しては特に考慮が必要な場合があります。
ボンデトメ加工 曲げ物 製作数 8本